

联系人:李雪荣
电话:13262827986
邮箱:1171447699@qq.com
网址:www.shcyjx.cn
地址:浙江省湖州市安吉县溪龙乡凉亭岗306省道旁(成新照明内浙江科创)

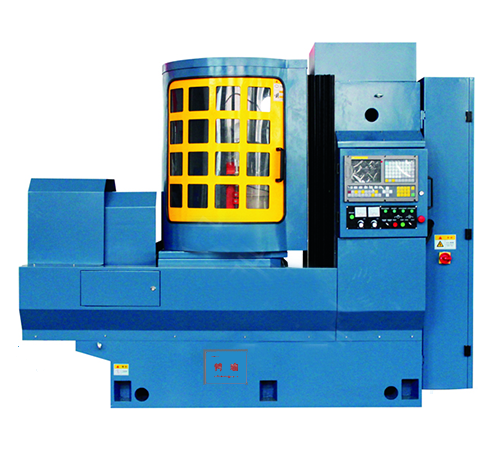
河北卧轴矩台平面磨床是对外形尺寸精度要求不高,刀刃形状简单的一般刀具,用户通过一般工具磨床手工修磨开刃,这种河北卧轴矩台平面磨床修磨方法的特点是对修磨师傅的要求高,须具备必定的刀具认识,修磨后的刀具一般只能用于粗加工;是形状杂乱和外形尺寸要求高的精细整体刀具,用户通常把运用过的刀具托付刀具生产厂家或本地刀具专业修磨厂进行重新修磨加工,这种修磨的特点是刀具修磨进程是经过软件程序编辑和探针的精细定位。因此刀具的修磨再加工既省钱又环保具有很高的经济价值和社会价值。

由于市面上的砂轮质量参差不齐,河北卧轴矩台平面磨床砂轮影响震动的因素一般有两个:砂轮的粒度不均匀,旋转起来重心不稳造成振动。砂轮内孔偏大(不标准),比如我们磨床法兰孔径要求是31.75,而河北卧轴矩台平面磨床砂轮如果是32的,装上去就会上下跳动引起震动,所以我们在购买砂轮时一定要问清规格。购买砂轮的时候建议各位还是买好一点的,首先差的砂轮影响加工效果,其次加工磨削过程中差的砂轮易裂易爆容易危及自身,再者差的砂轮平衡效果不好会严重影响磨床主轴的寿命。如果砂轮质量跟不上,换个砂轮试试
其一,首先检查地平。河北卧轴矩台平面磨床机床地脚螺丝水平如果没调好,就会引起机床的共振。因为有时河北卧轴矩台平面磨床加工场地地面平整度不是很好,所以要通过调节水平螺丝来让机床达到一个不平的高度,首先我们要检查地脚每个螺丝是否落实到位到地脚垫里。用水平仪打下前后,左右是否水平了,锁紧螺丝。其二,如果进行了上述的动作,震动仍未消除,我们应检查是否由于地面地板太空虚所至
一、查看河北卧轴矩台平面磨床磨床启动前润滑机床各部位机械传动是否正常,开关按钮是否牢靠,确保砂轮完好无破损。以点动方式启动砂轮到正常加工速度,空转五分钟。河北卧轴矩台平面磨床安装前查看砂轮外型是否完整,轻敲砂轮应听到洪亮声,确保砂轮完好无破损,夹持砂轮部位要垫上石棉垫,夹紧后进行第 一次平衡,装机修整后再次平衡,新砂轮需空转五分钟。砂轮禁止超速运转,不得大于警告速度。
现在河北卧轴矩台平面磨床选用的转轴有两种一种为滚动轴承转速高达8万转,另一种为空气轴承转速高可达12万转。如果是铣床应选用滚动轴承,因河北卧轴矩台平面磨床纵向的承载较空气轴承好,其钻夹头也是收购是要点的调查规模,有些钻夹头不简单替换维护困难,有些钻夹头磨损很快成了耗材且替换费用很贵,有些则需每日维护糟蹋时间。转轴的压脚也是另一个,其寿数和规划不合理也会形成很大的费事,如轴和压脚之间没有密封形成吸尘器要很大的功率形成吸尘器收购的资金糟蹋或中心吸尘的功率糟蹋,并有可能产生线路板孔内排屑不良的状况。



