

联系人:李雪荣
电话:13262827986
邮箱:1171447699@qq.com
网址:www.shcyjx.cn
地址:浙江省湖州市安吉县溪龙乡凉亭岗306省道旁(成新照明内浙江科创)
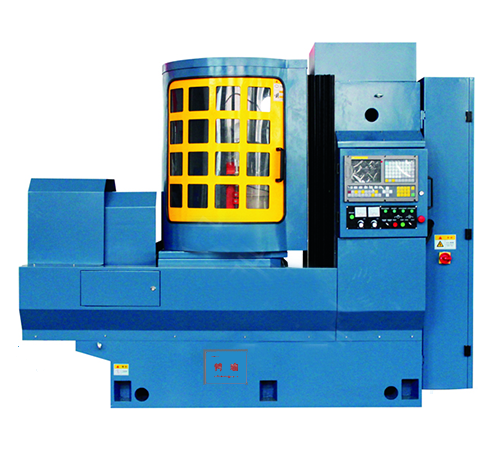
河北磨床主要是用砂轮旋转研磨工件以使其可达到要求的平整度,依据作业台形状可分为矩形作业台和圆形作业台两种,河北磨床的主参数为作业台宽度及长度,圆台平面磨床的主参数为作业台面直径。平面磨床在详细的操作过程中需求留意那些内容呢?下面我们来介绍下平面磨床7个特别需求留意的结构。平面磨床的定位规矩机床应该放在什么位置,怎样设备才是好的呢?据了解,应该在运动空间外再预留300mm以上,每个底脚螺丝吃紧,台面前后及左右水平在0.04/1000mm以内。(设备变频器的要求需更高)

其一,首先检查地平。河北磨床机床地脚螺丝水平如果没调好,就会引起机床的共振。因为有时河北磨床加工场地地面平整度不是很好,所以要通过调节水平螺丝来让机床达到一个不平的高度,首先我们要检查地脚每个螺丝是否落实到位到地脚垫里。用水平仪打下前后,左右是否水平了,锁紧螺丝。其二,如果进行了上述的动作,震动仍未消除,我们应检查是否由于地面地板太空虚所至

河北磨床是磨床类机床中发展潜力zui大的机床。河北磨床在完成传统的平面磨削功能外,以平磨的床身、拖板、台面、磨头等大件为基础,可以演变成外圆、曲线、工具、无心等磨床。我国应在完成平磨规格系列的完善后,跳出传统的平面磨削的思维转到曲线或轮廓等非平面磨削加工的思路上去进一步发展,形成具有我们自己特色的技术和产品。模块化设计将是贯穿产品设计全过程的一条主线,无论是机床技术发展的潮流还是市场竞争的要求;无论是降低成本的需要,还是提高产品质量的需要,都要求我们在今后产品的开发设计中,切实做好模块化设计工作。世界平面磨床工业的发展,根本一点是设计创新理念的发展。传统的金属切削原理,用一种全新的现代设计理念,结合先进的控制技术,正在推动机床技术发生重大变化。

河北磨床相对于车床、铣床等采用数控系统较晚,是因为它对数控系统的特殊要求。我国的平面磨床在不断地发展着,并且在形式上也是跟上了国际形势。那么我们要如何加速提升数控平面磨床档次的发展?我们看看下面专家解说吧!首先,确定品牌塑造计划。一个企业要想向上走,必须有自己的品牌,进而对这个品牌进行宣传。中国工厂制造出的高品质东西,却要贴上外国的品牌,高价卖给国人,而代工厂只是赚了点辛苦费,这便是没有品牌的中国制造的教训!为了防止国产数控平面磨床走错路,机床工厂店以品牌为基本个体,免费帮助机床厂家塑造品牌、宣传推广,誓将数控平面磨床带向中国创造之路!其次,掌握核心科技。专家一致认为是经济危机导致了河北磨床行业的寒冬,但事实上,主要原因是国外品牌对国内市场的冲击。

河北磨床的磨削是在磨床上用砂轮作为切削刀具对工件进行切削加工的方法。该方法的特点是:由于砂轮磨粒本身具有很高的硬度和耐热性,因此磨削能加工硬度很高的材料,如淬硬的钢、硬质合金等。砂轮和高精度平面磨床特性决定了磨削工艺系统能作均匀的微量切削,一般ap=0.001~0.005mm;磨削速度很高,一般可达v=30~50m/s;高精度平面磨床刚度好;采用液压传动,因此磨削能经济地获得高的加工精度(it6~it5)和小的表面粗糙度(ra=0.8~0.2μm)。磨削是零件精加工的主要方法之一。由于剧烈的磨擦,而使磨削区温度很高。这会造成工件产生应力和变形,甚至造成工件表面烧伤。因此磨削时必须注入大量冷却液,以降低磨削温度。高精度平面磨床冷却液还可起排屑和润滑作用。河北磨床时的径向力很大。这会造成机床—砂轮—工件系统的弹性退让,使实际切深小于名义切深。因此磨削将要完成时,应不进刀进行光磨,以消除误差。
当河北磨床磨床在加工工件时出现工件的表面不平整时,主要有几种原因:1、河北磨床磨床进刀量太大;2、工件被磨床高速运转时产生的高温烧伤;3、在加工的工件上有残余的应力(即铸件由于外因,比如受力、湿度、温度场等原因变化而导致变形时,在铸件内各个部分之间产生相互作用的内力,以抵抗这种外因的作用,并试图使铸件变形的力。)4、平面磨床的电磁夹脏污了;5、砂轮轴没有调整好。



