

联系人:李雪荣
电话:13262827986
邮箱:1171447699@qq.com
网址:www.shcyjx.cn
地址:浙江省湖州市安吉县溪龙乡凉亭岗306省道旁(成新照明内浙江科创)

四川M618平面磨床开车前必须穿好工作服,扣好衣、袖,留长发者,必须将长发盘入工作帽内,不得系围巾、戴手套操作机床。作业前,应将工具、卡具、工件摆放整齐,清除任何妨碍设备运行和作业活动的杂物。四川M618平面磨床作业前,应检查传动部分安全护罩是否完整、固定,发现异常应及时处理。开车前检查机床传动部分及操作手柄是否正常和灵敏,按维护保养要求加足各部润滑油。作业前,应按工件磨削长度,调整好换向撞块的位置,并固紧。安装砂轮必须进行静平衡,修正后应再次平衡,砂轮修整器的金刚石必须尖锐,其尖点高度应与砂轮中心线的水平面一致,禁止用磨钝的金刚石修整砂轮,修整时,必须用冷却液。开动砂轮前,应将液压传动调整手柄放在“低速”位置,砂轮快速移动手柄放在“后退”位置,以防碰撞。自动平面磨床启动磨床空转3~5分钟,观察运转情况,应注意砂轮离开工件3~5mm;确认润滑冷却系统畅通,各部运转正常无误后再进行磨削作业。检查工件、装卸工件、处理机床故障要将砂轮退离工件后停车进行。不准在工作面、工件、电磁盘上放置非加工物品,禁止在工作面、电磁盘上敲击、校准工件。电磁卡盘和整流器应在通电5分钟后使用,卡盘吸附后上工件时,必须检查其牢固后再磨削,吸附较高或较小的工件时,应另加适当高度的靠板,防止工件歪倒,造成事故。
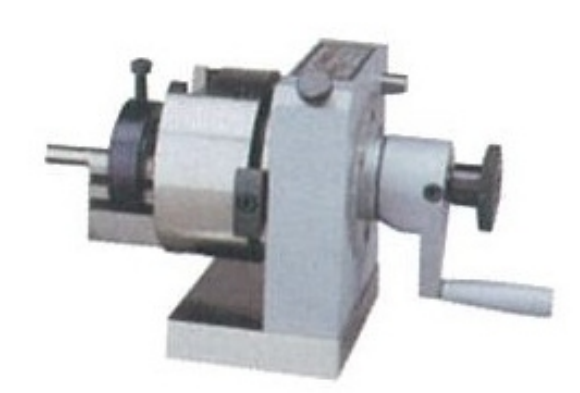
四川M618平面磨床在加工应用挺多的,但是磨削的过程中会出现翘曲,为了更好的解决这个问题,可以采用以下的方法:第 一:在四川M618平面磨床上磨削上述薄片工件时,选用弹性夹紧安排,使薄片工件在自由状态下完结定位与夹紧。在工件与磁性作业台之间垫一层0.5mm厚的橡胶,当工件受磁性吸引力效果时,橡胶被紧缩,弹性变形变小,然后可磨削出工件的平直平面。重复磨削几回,可满足加工精度需要。第二:选用环氧树脂结合剂,将薄片工件在自由状态下粘到一块平板上。平板连同薄片一起放到磁力吸盘上。磨平薄片一端平面后,再将薄片工件从平板上取下来,以磨平的一面放到磁力吸盘上,再平面磨床磨削薄片工件的另一端平面。由于环氧树脂在未硬化之前有流动性,它可以填平薄片工件与平板之间的空地。当环氧树脂硬化后,工件与平板粘结在一起,成为一个整体,然后大大增强了工件的刚性。在磁力吸引下,薄片工件不会发作夹紧变形,为磨削出平直平面发明晰条件。也可用厚油脂代替环氧树脂填充薄片工件与磁力吸盘之间的空地,增强工件的刚性,一样可以收到出色的效果。

四川M618平面磨床是磨床类机床中发展潜力zui大的机床。四川M618平面磨床在完成传统的平面磨削功能外,以平磨的床身、拖板、台面、磨头等大件为基础,可以演变成外圆、曲线、工具、无心等磨床。我国应在完成平磨规格系列的完善后,跳出传统的平面磨削的思维转到曲线或轮廓等非平面磨削加工的思路上去进一步发展,形成具有我们自己特色的技术和产品。模块化设计将是贯穿产品设计全过程的一条主线,无论是机床技术发展的潮流还是市场竞争的要求;无论是降低成本的需要,还是提高产品质量的需要,都要求我们在今后产品的开发设计中,切实做好模块化设计工作。世界平面磨床工业的发展,根本一点是设计创新理念的发展。传统的金属切削原理,用一种全新的现代设计理念,结合先进的控制技术,正在推动机床技术发生重大变化。
其一,首先检查地平。四川M618平面磨床机床地脚螺丝水平如果没调好,就会引起机床的共振。因为有时四川M618平面磨床加工场地地面平整度不是很好,所以要通过调节水平螺丝来让机床达到一个不平的高度,首先我们要检查地脚每个螺丝是否落实到位到地脚垫里。用水平仪打下前后,左右是否水平了,锁紧螺丝。其二,如果进行了上述的动作,震动仍未消除,我们应检查是否由于地面地板太空虚所至



