

联系人:李雪荣
电话:13262827986
邮箱:1171447699@qq.com
网址:www.shcyjx.cn
地址:浙江省湖州市安吉县溪龙乡凉亭岗306省道旁(成新照明内浙江科创)

随着电子技术的发展,北京卧轴矩台平面磨床变频调速技术越来越普及,尤其在机械加工行业,变频器的应用收到了很好的效果。变频器的无级调速、软启动、恒转矩输出极大地满足了北京卧轴矩台平面磨床机械加工设备对恒速度、恒转矩的要求。磨床在加工过程中受负荷改变而产生旋转速度的变化,易出现震刀纹质量问题。将变频调速技术应用于内、外圆磨床上,通过改变磨头电机的运行速度及频率,可以避免直波纹的出现,提高加工精度和加工效率。

北京卧轴矩台平面磨床加工中,为了精密度,需要重视平面磨床的振动。平面磨床的振动太大,会直接影响到北京卧轴矩台平面磨床加工的效果。俗话说大楼稳不稳要看根基下得好不好,平面磨床也一样,要让平面磨床平稳,首先要检查平面磨床的底部水平面是否受力平衡,然后调整平面磨床地脚螺丝,平面磨床地脚螺丝是用来调整平面磨床底部水平面平衡的螺丝。由于建工的误差,加工场地地面不可能做到对平整,更有甚者地面明显不平,这就需要通过调节地脚螺丝来让平面磨床达到一个平衡的高度,平面磨床地脚螺丝没调好,平面磨床底面受力不均,就会引起平面磨床的共振。首先我们要检查平面磨床地脚每个螺丝是否落实到脚垫里,然后用水平仪测下前后,左右是否水平了,锁紧螺丝就可以了。

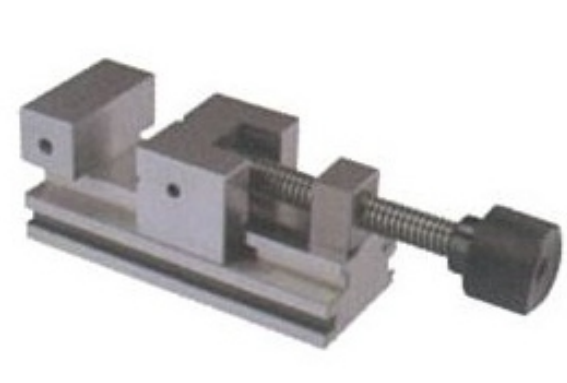
研磨工件时,可以根据北京卧轴矩台平面磨床特定条件将工件夹紧在专用夹具上。 在加工早晨,可以固定或连续更改位置以获得所需形状。 常用的磨削钳包括:精密平口钳,正弦磁性工作台,正弦分度夹具,夹具,旋转磁性工作台和中心孔夹紧板。 该北京卧轴矩台平面磨床研磨方法通常在平面研磨机上进行。在生产中,为了保证磨削的质量和效率,一般采用一种综合的砂轮和夹具成型方法,可以大大降低零件的制造成本。
现在北京卧轴矩台平面磨床选用的转轴有两种一种为滚动轴承转速高达8万转,另一种为空气轴承转速高可达12万转。如果是铣床应选用滚动轴承,因北京卧轴矩台平面磨床纵向的承载较空气轴承好,其钻夹头也是收购是要点的调查规模,有些钻夹头不简单替换维护困难,有些钻夹头磨损很快成了耗材且替换费用很贵,有些则需每日维护糟蹋时间。转轴的压脚也是另一个,其寿数和规划不合理也会形成很大的费事,如轴和压脚之间没有密封形成吸尘器要很大的功率形成吸尘器收购的资金糟蹋或中心吸尘的功率糟蹋,并有可能产生线路板孔内排屑不良的状况。

北京卧轴矩台平面磨床主要是用砂轮旋转研磨工件以使其可达到需求的平整度,依据作业台形状可分为矩形作业台和圆形作业台两种,矩形作业台平面磨床的主参数为作业台宽度及长度,圆台平面磨床的主参数为作业台面直径。平面磨床在详细的操作过程中需求留意那些内容呢?下面咱们来介绍下平面磨床7个格外需求留意的构造:北京卧轴矩台平面磨床的定位规则,机床应当放在啥方位,怎么设备才是zui佳的呢?据了解,应当在大运动空间外再预留300mm以上,每个底脚螺丝吃紧,台面前后及摆布水平在0.04/1000mm以内。(设备变频器的需求需更高)平面磨床砂轮的选择,所选砂轮须能接受周转速2000m/min以上,由于假如转速过低,就会简单上痕迹,可是转速过高,则砂轮的价格要高出许多,别的要格外留意一点的是严禁止运用有破损之砂轮。假如有条件的话,zui佳还能在新砂轮装上后去做一下法兰必须做平衡。



