

联系人:李雪荣
电话:13262827986
邮箱:1171447699@qq.com
网址:www.shcyjx.cn
地址:浙江省湖州市安吉县溪龙乡凉亭岗306省道旁(成新照明内浙江科创)
一是对四川平面磨床产品使用环境和使用要求有清楚了解,二是了解四川平面磨床产品和生产厂家一些基本信息,好进行多方比较和综合考虑,从而,避免出现错误选择。想要选到质量好的内圆磨床,该产品哪些方面必须考虑到?想要选到质量好的内圆磨床,必须要做到的一点,是要选择专业的磨床生产制造厂家,这样才能保证产品质量和产品的使用性能,进而,保证产品的使用效果,而基于这一点,可以得出的结论是,想要选到质量好的内圆磨床,产品生产厂家必须考虑到,而不是产品价格。
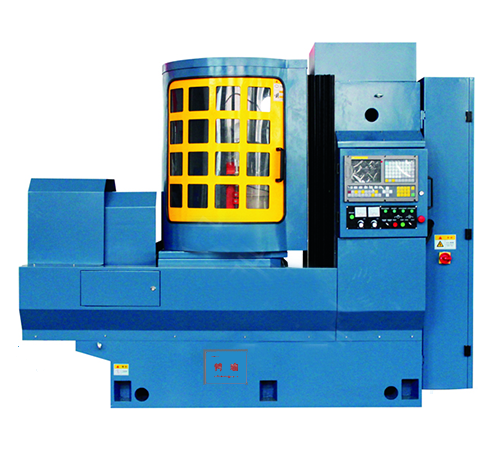
当今平面磨床的发展趋势是转向成形、台阶、切入、快速抖动、三维空间曲线表面磨削加工。可以说,四川平面磨床是磨床类机床中演变潜力zui大的一种机型。我国平磨制造厂应跳出传统的平面磨削的思维,转到曲线或轮廓等非平面磨削加工的思路上进一步发展,以形成我们自己特色的技术和产品。四川平面磨床发展趋势。从规格上看,以小型平磨为主。台面宽200mm以下的几乎占50%,小规格机床的运输及布展比较方便;国外平磨不分普通、精密、高精度的精度等级,相对小规格机床,精度容易做得很高;在国际市场上,中、小规格平磨的潜在需求很大。从控制上看,70%以上的为数控型,有单轴、双轴及三轴数控,zui多达五轴控制,尤其是400以上的大规格机型,全为数控型。由于技术水平的发展导致功能变化,平磨已从传统的平面磨向成形磨转变,常规控制已难以实现功能的要求。数控平磨已形成一个市场潮流。

四川平面磨床磨削加工,是机器零件精密加工的主要方法之一。可是,由于四川平面磨床砂轮的转速非常高,砂轮又比较硬、脆、经不起较重的撞击,不小心操作不正确了,撞碎砂轮会酿成非常严重的后果。开机之前应当认真地对磨床进行全面检查,包括对操纵机构、电气设备及磁力吸盘等卡具的检查。检查后再经润滑,润滑后进行试车,确认一切良好,方可使用。操作平面磨床过程中,我们一定要留意观察,确保磨床的机能正常可靠,这样才能长久的运行下去。对于操作者而言,操作平面磨床需掌握三大要素。

平面磨床主要是用砂轮旋转研磨工件以使其可达到需求的平整度,依据作业台形状可分为矩形作业台和圆形作业台两种,矩形作业台平面磨床的主参数为作业台宽度及长度,圆台平面磨床的主参数为作业台面直径。四川平面磨床主轴,设备砂轮前须断定主轴为顺时针方向旋转。四川平面磨床液压设备,平面磨床运用粘度为46号液压油。新机在运用三个月后需替换液压油,今后则每年替换一次,一起须清洗油箱。平面磨床光滑设备。光滑油运用粘度为32号的导轨光滑油。每天承认油箱(池)油量,确保在下线以上。每周查看导轨油路是不是晓畅,杜绝导轨失油。主张每三个月油箱清洗一次。光滑脂按规则定时加注。平面磨床摆布机构禁止在作业台运动时调整摆布行程。当作业台钢索松动时,应立即做调整。冲水及吸尘设备。

四川平面磨床开车前必须穿好工作服,扣好衣、袖,留长发者,必须将长发盘入工作帽内,不得系围巾、戴手套操作机床。作业前,应将工具、卡具、工件摆放整齐,清除任何妨碍设备运行和作业活动的杂物。四川平面磨床作业前,应检查传动部分安全护罩是否完整、固定,发现异常应及时处理。开车前检查机床传动部分及操作手柄是否正常和灵敏,按维护保养要求加足各部润滑油。作业前,应按工件磨削长度,调整好换向撞块的位置,并固紧。安装砂轮必须进行静平衡,修正后应再次平衡,砂轮修整器的金刚石必须尖锐,其尖点高度应与砂轮中心线的水平面一致,禁止用磨钝的金刚石修整砂轮,修整时,必须用冷却液。开动砂轮前,应将液压传动调整手柄放在“低速”位置,砂轮快速移动手柄放在“后退”位置,以防碰撞。自动平面磨床启动磨床空转3~5分钟,观察运转情况,应注意砂轮离开工件3~5mm;确认润滑冷却系统畅通,各部运转正常无误后再进行磨削作业。检查工件、装卸工件、处理机床故障要将砂轮退离工件后停车进行。不准在工作面、工件、电磁盘上放置非加工物品,禁止在工作面、电磁盘上敲击、校准工件。电磁卡盘和整流器应在通电5分钟后使用,卡盘吸附后上工件时,必须检查其牢固后再磨削,吸附较高或较小的工件时,应另加适当高度的靠板,防止工件歪倒,造成事故。
利用四川平面磨床附件中的平口钳将薄片工件借磁性工作台把小型平口钳吸住,由于平口钳有一定高度,因此,钳口受磁力小。采用进给量逐渐减少的办法磨平薄片工件一平面后取下,这时把已磨好的一平面放到磁性工作台上,再进行磨削薄片工件的另一平面,反复磨削几次,两平面的平面度达到要求。四川平面磨床利用大气的压力装夹薄片工件来进行磨削加工。其工作原理为:夹具体上设有橡胶密封圈,把薄片工件放在橡胶密封圈上,从而使工件与夹具体之间形成密封腔。用真空泵将室内空气从抽气孔抽出,这时工件被夹紧。由于夹紧力小,可采用圆周磨削方法进行磨削加工。当磨削好薄片工件一端平面后,磨削薄片工件另一端平面时,可采用上述方式进行,同样可得到满意的结果。数控平面磨床常见的垫圈、摩擦片、样板、薄板等薄片零件,由于刚性差、散热困难、热处理后弯曲,装夹时引起夹紧变形,磨削时易翘曲,通常采用磁力吸盘在平面磨床上磨削加工,磨削完成后,去掉磁性吸引力,薄片工件恢复原状,难以保证加工精度。如采用以下几种装夹方式,保证薄片工件在自由状态下进行定位与夹紧,利用双端面进行磨削加工,可取得良好效果,满足零件加工精度要求。



