

联系人:李雪荣
电话:13262827986
邮箱:1171447699@qq.com
网址:www.shcyjx.cn
地址:浙江省湖州市安吉县溪龙乡凉亭岗306省道旁(成新照明内浙江科创)
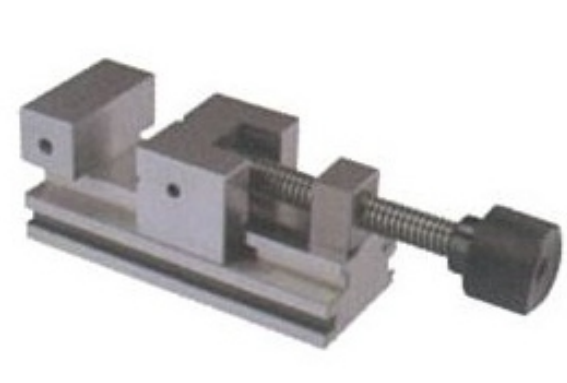
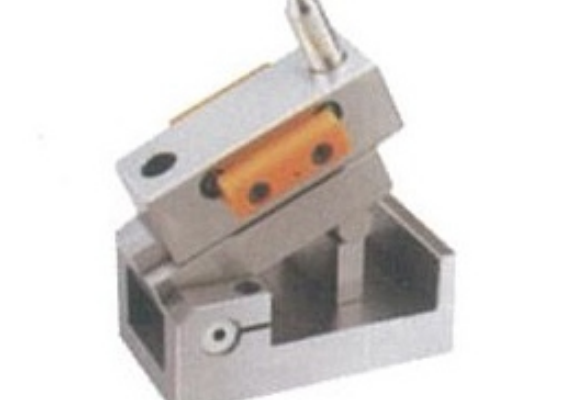
研磨工件时,可以根据江苏M7132平面磨床特定条件将工件夹紧在专用夹具上。 在加工早晨,可以固定或连续更改位置以获得所需形状。 常用的磨削钳包括:精密平口钳,正弦磁性工作台,正弦分度夹具,夹具,旋转磁性工作台和中心孔夹紧板。 该江苏M7132平面磨床研磨方法通常在平面研磨机上进行。在生产中,为了保证磨削的质量和效率,一般采用一种综合的砂轮和夹具成型方法,可以大大降低零件的制造成本。

当江苏M7132平面磨床在平面磨削时,工件可安装在作往复直线运动的矩形工作台上,也可安装在江苏M7132平面磨床作圆周运动的圆形工作台上。当采用砂轮周边磨削方式时,磨床主轴按卧式布局;当采用砂轮端面磨削方式时,磨床主轴按立式布局。按主轴布局及工作台形状的组合,普通平面磨床可分为下列四类:卧轴矩台式平面磨床;立轴矩台式平面磨床;立轴圆台式平面磨床;卧轴圆台式平面磨床。
江苏M7132平面磨床是一种机械加工常用机床。对运动平稳性、换向精度、换向频率都有较高的要求。目前,平面磨床正向大型化、高速化发展,有些江苏M7132平面磨床的工作台往复速度已经达到40耐而n[〕。大型高速平面磨床的运动惯性很大,当其换向时,就会导致背压急剧升高,从而引起换向冲击,这会对机床发生灾难性的影响,所以换向平稳性问题已成为制约磨床工作速度和加工精度提高的重要因素。系统中的换向方式和换向控制参数对换向冲击有决定性的作用,平面磨床采用液压传动。设计新的液压换向系统已迫在眉睫。下面从换向方法和控制策略的角度来讨论磨床的换向冲击问题。由于在其液压系统中,当液压传动平面磨床换向时。换向阀阀口瞬时关闭,油路突然断开,使得回油腔的油液无法排泄。m和v越大,可以看出。动能就越大,换向冲击也就越大。金机通提示,对于大惯量高速运行的平面磨床来说,其换向冲击是巨大的这不仅影响了机床的加工精度,而且也妨碍了正常运行与使用寿命。人们都希望机床实现理想换向。所谓理想换向是指,通常。任何工况下,机床速度都可以依照某一理想曲线无突变的光滑减小,阀门关闭瞬间,速度刚好减为零,即动能全部转化为热能被损耗。

随着科技的发展,江苏M7132平面磨床加工在提升自身使用范围的同时,还不断的增强加工的效率和精度,在磨床加工领域取得了巨大的成就。如今江苏M7132平面磨床加工的适用范围非常的广阔,特别适用于加工形状复杂和精度很高的各类模具以及各种精密机械零件,所以浙江天祥机床有限公司的平面磨床受到了各个行业的青睐。磨床加工是为了适应工件精密加工而出现的一种机床,是精密加工机床的一种。而且磨床加工能加工硬度较高的材料,也能加工脆性材料,同时还能做高精度和表面粗糙度很小的磨削,也能进行率的磨削。那么,平面磨床加工能够进行高精度加工的原因是什么呢?磨粒的刃口钝圆半径产小。由于磨粒切除金属材料系大负前角切削,再加上磨削速度高,故磨削区的瞬时温度极高,有时甚至高达能使表面金属熔化的程度。磨粒在砂轮上随机分布,同时参加磨削的磨粒数相当多,磨痕轨迹纵横交错,容易磨出表面粗糙度小的光洁表面。
在江苏M7132平面磨床上磨削上述薄片工件时,采用弹性夹紧机构,使薄片工件在自由状态下实现定位与夹紧。在工件与磁性工作台之间垫一层0.5mm厚的橡胶,当工件受磁性吸引力作用时,橡胶被压缩,弹性变形变小,从而可磨削出工件的平直平面。反复磨削几次,可满足加工精度要求。数控平面磨床采用环氧树脂结合剂,将薄片工件在自由状态下粘到一块平板上。江苏M7132平面磨床连同薄片一起放到磁力吸盘上。磨平薄片一端平面后,再将薄片工件从平板上取下来,以磨平的一面放到磁力吸盘上,再磨削薄片工件的另一端平面。由于环氧树脂在未硬化之前有流动性,它可以填平薄片工件与平板之间的间隙。当环氧树脂硬化后,工件与平板粘结在一起,成为一个整体,从而大大增强了工件的刚性。在磁力吸引下,薄片工件不会产生夹紧变形,为磨削出平直平面创造了条件。也可用厚油脂代替环氧树脂填充薄片工件与磁力吸盘之间的间隙,增强工件的刚性,同样可以收到良好的效果。

江苏M7132平面磨床加工过程,因加工工件的形状、尺寸、工件材质以及磨削量、磨削参数的变化,加工负荷不断变化。当加工工件内径小,江苏M7132平面磨床磨削进给少,砂轮磨削力小,加工负荷就小。当加工大内径长套筒类工件时,工件旋转的电动机在低速段,砂轮进给量大,砂轮磨削力也在变大,此时加工负荷就大。因负荷的变化造成电动机很难在恒转矩、恒速度下运行。同时,速度的变化改变了主轴、磨头等振动频率及幅值,加工后工件加工面出现了直波纹、粗糙度超差等质量问题,不能满足工件加工的质量要求。



