

联系人:李雪荣
电话:13262827986
邮箱:1171447699@qq.com
网址:www.shcyjx.cn
地址:浙江省湖州市安吉县溪龙乡凉亭岗306省道旁(成新照明内浙江科创)
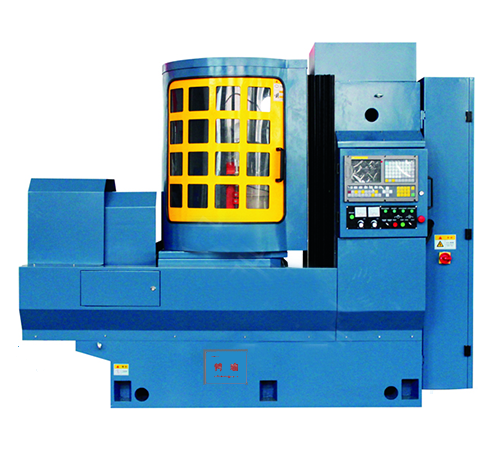
湖南M7140平面磨床加工过程,因加工工件的形状、尺寸、工件材质以及磨削量、磨削参数的变化,加工负荷不断变化。当加工工件内径小,湖南M7140平面磨床磨削进给少,砂轮磨削力小,加工负荷就小。当加工大内径长套筒类工件时,工件旋转的电动机在低速段,砂轮进给量大,砂轮磨削力也在变大,此时加工负荷就大。因负荷的变化造成电动机很难在恒转矩、恒速度下运行。同时,速度的变化改变了主轴、磨头等振动频率及幅值,加工后工件加工面出现了直波纹、粗糙度超差等质量问题,不能满足工件加工的质量要求。

湖南M7140平面磨床震动的因素一般有两个:一是砂轮的粒度不均匀,旋转起来就重心不稳造成震动;二是内孔不标准偏大。比如我们磨床法兰孔径要求是31.75,而砂轮如果是32的,装上去就会上下跳动引起震动。我们在购买湖南M7140平面磨床砂轮时一定要问清规格,建议买质量好的砂轮。一、差的砂轮影响加工效果;二、加工磨削过程中易裂易爆发生危险。

湖南M7140平面磨床进刀量过大时,应当减少进刀量,特别是在湖南M7140平面磨床精磨阶段更应当注意进刀量,防止过大而使平面磨床在磨削工件时工件表面不平整的现象。要防止工件烧伤那就要使用正确的粒度、硬度的砂轮。工件有残余的内应力时,就要在平面磨床精磨前消除残余内应力,而清除内应力主要有几种方法:一是对工件进行热处理;二则是把工件放到自然条件下消除(即自然时效消除内应力);三则是通过人工敲打振动等方式进行消除。四是通过超声冲击震荡来优化内应力,或者改变工件中内应力的方向。如果是电磁夹脏了,那就要在精磨前清洁电磁夹。如果是平面磨床砂轮轴没调好的话,可以重新调节磨床,从而使砂轮轴同台面平行。
湖南M7140平面磨床是对外形尺寸精度要求不高,刀刃形状简单的一般刀具,用户通过一般工具磨床手工修磨开刃,这种湖南M7140平面磨床修磨方法的特点是对修磨师傅的要求高,须具备必定的刀具认识,修磨后的刀具一般只能用于粗加工;是形状杂乱和外形尺寸要求高的精细整体刀具,用户通常把运用过的刀具托付刀具生产厂家或本地刀具专业修磨厂进行重新修磨加工,这种修磨的特点是刀具修磨进程是经过软件程序编辑和探针的精细定位。因此刀具的修磨再加工既省钱又环保具有很高的经济价值和社会价值。
当今湖南M7140平面磨床的发展趋势是转向成形、台阶、切入、快速抖动、三维空间曲线表面磨削加工。可以说,平磨是自动平面磨床中演变潜力zui大的一种机型。我国自动平面磨床制造厂应跳出传统的平面磨削的思维,转到曲线或轮廓等非平面磨削加工的思路上进一步发展,以形成我们自己特色的技术和产品。从规格上看,以小型平磨为主。台面宽200mm以下的几乎占50%,小规格机床的运输及布展比较方便;国外平磨不分普通、精密、高精度的精度等级,相对小规格机床,精度容易做得很高;在国际市场上,中、小规格平磨的潜在需求很大。从控制上看,70%以上的为数控型,有单轴、双轴及三轴数控,zui多达五轴控制,尤其是400以上的大规格机型,全为数控型。由于技术水平的发展导致功能变化,湖南M7140平面磨床已从传统的平面磨向成形磨转变,常规控制已难以实现功能的要求。数控平磨已形成一个市场潮流。



